پایگاه اطلاعات جوشکاری ایران (iwip) :
ولوم “Arc Force” یا نیروی قوس در اینورترهای جوشکاری، یکی از قابلیتهای مهم در فرآیند SMAW (جوشکاری با الکترود دستی/قوس الکتریکی) است. این ولوم تنظیمی به جوشکار اجازه میدهد تا رفتار قوس الکتریکی را هنگام نزدیک شدن الکترود به قطعهکار کنترل کند.
Arc Force چیست؟
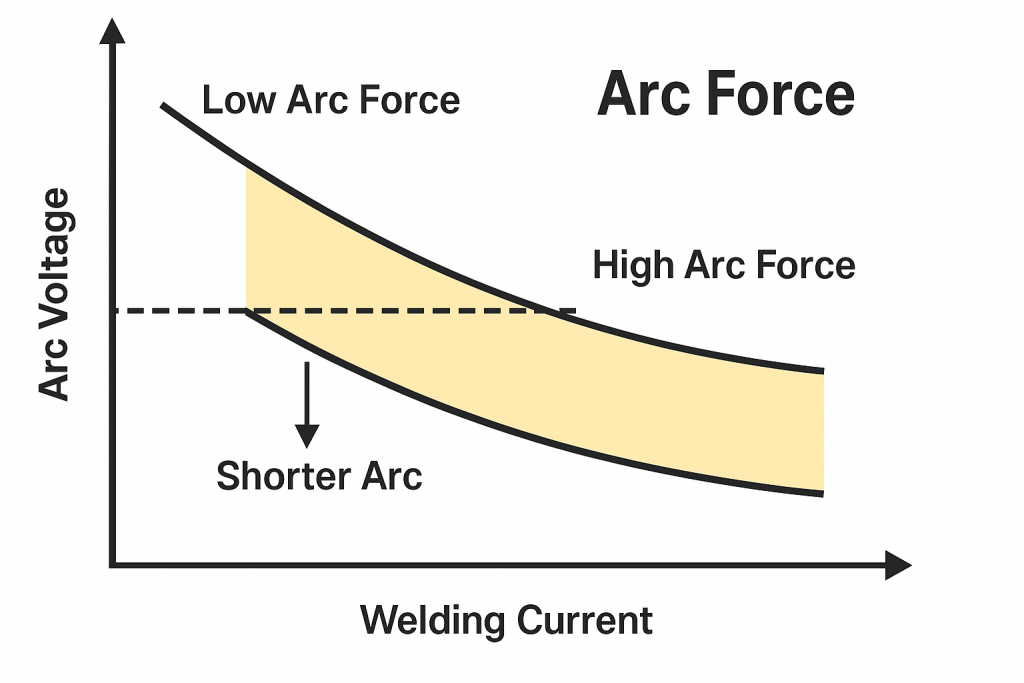
Arc Force یا Dig Control، میزان افزایش جریان لحظهای را هنگام کاهش طول قوس (نزدیک شدن نوک الکترود به سطح فلز پایه) تعیین میکند.
عملکرد چگونه است؟
وقتی الکترود بیش از حد به سطح قطعه نزدیک میشود و طول قوس کوتاه میشود، احتمال چسبیدن الکترود به قطعه زیاد میشود. در این شرایط، Arc Force بهصورت خودکار جریان خروجی را افزایش میدهد تا:
-
قوس حفظ شود
-
الکترود به قطعه نچسبد
-
نفوذ مناسب و پایداری قوس برقرار بماند
اثر تنظیم Arc Force روی جوش:
| مقدار کم | مقدار زیاد |
|---|---|
| قوس نرمتر و پایدارتر | قوس خشنتر و قویتر |
| مناسب برای لایهپوشانی | مناسب برای نفوذ بیشتر |
| احتمال چسبیدن بیشتر | کاهش احتمال چسبندگی |
| ظاهر جوش یکنواختتر | پاشش (اسپاتر) بیشتر |
چه زمانی تنظیم میشود؟
-
برای الکترودهای سلولزی (6010، 6011): معمولاً Arc Force بالا لازم است چون قوس ناپایدار دارند.
-
برای الکترودهای قلیایی یا روتیلی (7018، 6013): مقدار متوسط تا پایین کفایت میکند.
در عمل چطور تنظیم کنیم؟
اگر دستگاه اینورتر شما ولوم Arc Force دارد:
-
شروع از مقدار میانه (مثلاً 5 از 10)
-
اگر الکترود مدام میچسبد → Arc Force را کمی بالا ببرید.
-
اگر جوش خیلی خشن یا پاششی شد → مقدار را کاهش دهید.