


















قطبیت در جوشکاری
در این مقاله به بحث درباره تاثیر قطبهای الکتریکی بر جوشکاری و رفع ابهامات و پاسخ به پرسشهای رایج در این مورد می پردازیم:
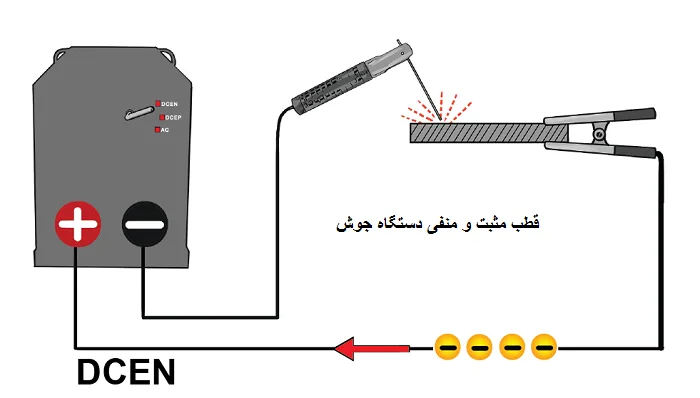
جریان الکتریکی به صورت ساده، حرکت الکترونها(بار منفی) از قطب منفی(قطب سرشار از الکترون) به سوی قطب مثبت (قطب عاری از الکترون) می باشد.
چنانچه در جوشکاری انبر الکترود گیر به قطب منفی و انبر اتصال به قطب مثبت وصل شود، حرکت الکترونها از نوک الکترود به سمت قطعه کار بوده و بر اثر بمباران قطعه توسط الکترونها، دوسوم حرارت در قطعه و یک سوم حرارت در نوک الکترود متمرکز می باشد.
به این حالت، جوشکاری با الکترود منفی (DCEN) یا جوشکاری با قطب مستقیم (DCSP) گفته می شود.
اما
چنانچه بر عکس بالا عمل نماییم یعنی:
انبر الکترود گیر به قطب مثبت و انبر اتصال به قطب منفی وصل شود، حرکت الکترونها ، عکس بالا شده و حرکت، از قطعه کار به سمت نوک الکترود بوده و بر اثر برخورد الکترونها به نوک الکترود ، دوسوم حرارت، در نوک الکترود و یک سوم حرارت، در قطعه کار متمرکز می شود.
به این حالت، جوشکاری با الکترود مثبت (DCEP) یا جوشکاری با قطب معکوس (DCRP) گفته می شود.
یکی از ابهامات بزرگی که بر اثر این تقسیم حرارتی در قطبیت ها پیش آمده، این است که،
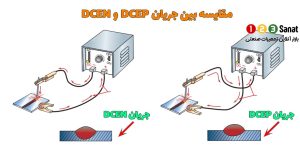
تا همین اواخر اکثر افراد فکر می کردند که مثلا در جوشکاری با الکترود منفی، به دلیل تمرکز حرارتی در قطعه ، نفوذ جوش هم بیشتر می باشد و بر عکس،
هرچند که این بحث درجوشکاری با الکترودهای غیر مصرفی مانند جوش TIG کاملا صدق می کند
اما در جوشکاری با الکترودهای مصرفی مانند SMAW درست نمی باشد زیرا در الکترود مصرفی

مثلا در جوشکاری با الکترود مثبت به دلیل تمرکز حرارتی بر روی الکترود، نرخ ذوب الکترود بیشتر شده و
مذاب بیشتری توسط فشار قوس به قطعه برخورد می نماید
و در اثر آن نفوذ جوش بیشتر می گردد.

نوشته شده توسط: مجتبی کولانی